[용접결함] 기공(Porosity), 공극(Cavity)의 원인, 방지대책 등
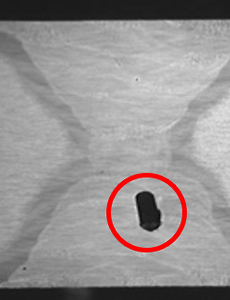
[용접결함] 기공(Porosity), 공극(Cavity)의 원인, 방지대책 등 1. 일반사항용접 중 발생한 가스가 표면으로 다 빠져 나가지 못한 채 용착금속 내에 갇혀 나타난 빈자리일명 기공(Blow Hole, Gas Pocket)밀접한 정도에 따라 균일하게 산재한 다공성,집단 되어 있는 다공성,선형 다공성 등아주 큰 기공이 아니면 예리한 불연속보다는 덜 심각함. 2. 발생원인용접봉 선정이 부적절한 경우강풍 및 가스 노즐의 막힘, 차폐가스 부족 시용접봉 피복제 손상 혹은 흡습 시 아크의 길이, 전류, 조작이 부적당할 경우용접부 표면에 기름, 페인트, 녹이 있을 경우용접부의 냉각속도가 빠른 경우 3. 방지대책강재에 적합한 용접봉의 선택야외 용접 시 바람막이 설치 등충분히 건조된 저수소계 용접봉 사용강재의 ..
2018. 1. 10.
[용접결함] 기공(Porosity), 공극(Cavity)의 원인, 방지대책 등
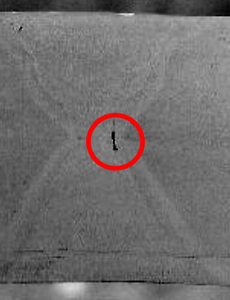
[용접결함] 기공(Porosity), 공극(Cavity)의 원인, 방지대책 등 1. 일반사항용접 중 발생한 가스가 표면으로 다 빠져 나가지 못한 채 용착금속 내에 갇혀 나타난 빈자리일명 기공(Blow Hole, Gas Pocket)밀접한 정도에 따라 균일하게 산재한 다공성,집단 되어 있는 다공성,선형 다공성 등아주 큰 기공이 아니면 예리한 불연속보다는 덜 심각함. 2. 발생원인용접봉 선정이 부적절한 경우강풍 및 가스 노즐의 막힘, 차폐가스 부족 시용접봉 피복제 손상 혹은 흡습 시 아크의 길이, 전류, 조작이 부적당할 경우용접부 표면에 기름, 페인트, 녹이 있을 경우용접부의 냉각속도가 빠른 경우 3. 방지대책강재에 적합한 용접봉의 선택야외 용접 시 바람막이 설치 등충분히 건조된 저수소계 용접봉 사용강재의 ..
2018. 1. 10.