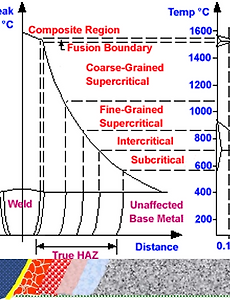
용접22 [Welding Defect] Zinc Contamination *Summary Zinc Contamination 발생 조건 - Base : Stainless - 용접부 주변 아연 (페인트 등) - 419.5도 이상의 온도 (용접열 등) - 인장응력 발생 (용접잔류응력 등) Zinc Contamination (아연 오염) ▣ Austenitic Stainless 상의 용접 열영향부(HAZ)에 나타나는 미세한 크랙 → 열영향부(HAZ)에 페인트 등에 의해 아연(Zinc) 오염되어 있던 성분이 열에 의해 금속조직상 입계를 따라 침투해 들어가 모재 취성을 유발시키는 현상 → 아연이 포함되어 있는 물질로 부터 발생한 아연 입자가 모재 표면에 붙은 상태에서 용접 시, 그 열에 의해 아연 입자가 액체화 되면서 철에 대한 용해도가 상한단 액체 아연이 419.5도에서 금속 화합물을.. 2022. 3. 10. 용접 자기 쏠림 및 자화 현상 예방 ▣ 용접기에서 나오는 2선 중 하나는 Holder 에 연결하고 나머지 하나는 접지용으로 모재에 접지를 시킨 후 용접을 하게 되는데, 이때 전원으로 인해 생선된 누적된 자장이 용접물의 두 모재 사이에서 다른 극성을 형성하게 됨으로써 자력이 발생하게 됨 → 용시에 용접물이 모재와 섞이지 않고 생성된 자력에 의해 밀려나면서 용접물이 용착되지 않는 현상 발생 → 용접부 특히 초층 Root 부분 자화 현상 (직류전원을 쓰는 용접기에서 드물게 발생함) ★ 일반적인 자기 쏠림 방지 Action List 1) 가늘고 긴 모재의 경우 한쪽 끝만 접지 할 때 - 접지를 양끝에 함 2) 접지를 한 모재부에 Scale, Paint 등이 Contact 할 때 - Untact 3) Tab 판의 취부면적이 불충분할 때 - 취부면적.. 2022. 1. 7. 티타늄(Ti) 용접 <2> 용접 전 준비 가. 개선가공(Beveling) 맞대기형, 필렛형 용접부가 대표적인 개선형상이며, 개선은 가능한 패스수를 적게 하도록 협소하게 하여야 하나 과다하게 협소한 경우에는 차폐불량으로 기공발생이 용이하게 된다. 개선가공은 가스 절단, 플라즈마 절단 등의 열간 가공도 가능하나 기계절삭에 의한 것이 원칙이다. 열가공의 경우 절단면이 거칠고 산화층이 생김에 따라 절단면에서 수mm범위를 제거하여야 한다. 나. 크리닝(Surface Preparation) 용접부의 크리닝은 오염에 의한 용접부의 물성열화 및 기공발생을 방지하기 위해 실시한다. 일반적으로 티타늄 전용으로 스테인레스 재질의 와이어 브러쉬로 브러싱하며, 여기에 아세톤 또는 알코올로 탈지하든지, 2~4%의 불산이나 30~40%의 초산 수용액에 의한.. 2019. 10. 13. 티타늄(Ti) 용접 <1> 티타늄(Ti) 란? 원자 번호 22, 비중 4.5, 융점 1800℃, 상자성체(常磁性體)이며 매우 경도(硬度)가 높고 여리다. 강도는 거의 탄소강과 같고, 비강도(比强度)는 비중이 철보다 작으므로 철의 약 2배가 되고 열전도도와 열팽창률도 작은 편이다. (기계공학용어사전) 티타늄은 지각의 약 0.4%를 구성하는 원소로서 구조용 금속원소 중에서 알루미늄, 철,마그네슘에 이어 4번째로 매장량이 많다. 티타늄은 비싸지만 해수 및 암모니아 등 부식 환경에 대하여 백금에 필적할 만큼 완전한 내식성을 가지고 있다. 티타늄 합금은 강도가 무게에 비해 높아서 항공기부품, 형상기억 합금등 다양한 분야에 사용되며 구조용 재료로서 발전설비,해수담수화설비, 화학프랜트 등에 사용되고 있다. [ENG] Titani.. 2019. 10. 7. 용접 조건변화(직/교류 용접기, 토치 등)에 따른 영향 ★ 직류 용접기와 교류 용접기 차이 항목 직류 용접기 교류 용접기 아크 안정성 우 수 약간 불안 극성 이용 가 능 불가능 무부하 전압 약간 낮음(최대 60V) 높음(80 ~ 100V) 전격의 위험 적 다 많다 (무부하 전압이 높다) 구조 및 고장률 복 잡 / 많 다 간 단 / 적 다 역 률 매우 양호 불 량 가 격 비싸다 싸 다 아크 쏠림 방지 불가능 가능(아크 쏠림 거의 없음) ★ 용접토치 각도가 용입에 미치는 영향 현상 전진법 수직법 후진법 용 입 작다 보통 깊다 아크쏠림 양호 양호 나쁨 스패터 발생 많음 보통 양호 비드 폭 넓다 보통 좁다 모재 두께 박판 보통 후판 ★ 와이어 송급속도가 일정하고 용접전압의 변화 용접전압 높다 낮다 아크길이 길다 짧다 용 입 얇다 깊다 전류 같다 같다 비드형상 언더컷.. 2019. 9. 26. 동합금(Cu-Ni) 용접 동합금(Cu-Ni) 이란? 구리합금이라고도 한다. 청동, 황동, 알루미늄 청동, 니켈 청동 및 헬륨 청동 등이 있다. 구조 재료로서는 주석과의 합금인 청동, 아연과의 합금인 황동 등이 사용되고 있다. 또한, 니켈과의 합금인 인 청동, 벨리륨 동 및 양은(양백)은 탄력 특성 및 피로 특성이 뛰어나므로 기능 재료로 많이 사용된다. ※ 백동(Cupronickel) 구리ㆍ니켈(CuㆍNi)계 합금으로 니켈(Ni)량이 많아짐에 따라 백색이 되고, 내식성ㆍ고온 강도가 큰 동합금. [ENG] Cupronickel or copper-nickel (CuNi) is an alloy of copper that contains nickel and strengthening elements, such as iron and mang.. 2019. 9. 22. 용접결함별 발생원인 및 해결방안 용접결함별 발생원인 및 해결방안 용접결함 발생원인 해결방안 균열 이음의 강성이 클 경우 예열과 피닝 실시. 비드 단면적을 크게 용착금속의 결함 기공과 슬래그 혼입이 없도록 한다. 모재의 C, Mn 등 합금원소가 높을 때 예/후열을 시행, 서수소계 용접봉 사용 아크의 길이, 전류 또는 조작의 부적절 전류를 낮추고, 용접속도를 천천히 한다. 용입/융합 부족 이음매 구조의 결함 루트 간격, 루트 표면의 치수를 조절 용접속도가 빠를 때 용접속도를 줄이고, 슬래그 선행 방지 용접전류가 낮을 때 슬래그의 피포성 유지를 위해 전류 Up 용접봉 선택 부적합 적당한 봉경 및 용입이 좋은 종류를 선택 슬래그 혼입 전 층의 슬래그 제거가 불완전 할 때 전 층의 슬래그 제거 후 용접 진행 운봉조작의 불완전, 전류가 낮을 때 .. 2018. 1. 15. 후열처리(PWHT)의 필요성 후열처리(PWHT)의 필요성 1. 상전이 (Phase Transition)강재는 성분구조 마다 가열과 냉각에 대한 반응이 다름.그 미세 조직 및 구조는 실시간으로 변화함. ※ 성분구조라 함은 탄소 함유량의 차이 같은 구성 성분의 차. 그 결정구조마다 특성이 다르다 강재의 용접부는 용접금속, HAZ, 모재의 세 부분으로 나뉘어 진다. ※ HAZ : Heat Affected Zone 용접부 최대온도를 기점으로 바깥으로 갈수록 점점 낮아지는데,이떄 실시간으로 상전이가 일어남. 두 그림을 겹쳐보면, 용접부 주위 강재의 상이 거리에 따라 다르다. 떄문에 용접부 주위에서 요구하는 기계적 성질 값이 나오지 않을 가능성이 생김. 일례로 마르텐 사이트는 오스테나이트 조직이 탄소를 과포화한 페라이트로 변태된 것을 지칭하는.. 2018. 1. 10. [용접결함] 기타결함(형상결함, Arc Strike, Spatter, Crater 등) [용접결함] 기타결함(형상결함, Arc Strike, Spatter, Crater 등) 1. 기타결함 Arc Strike – 용접부가 아닌 모재부에서 아크가 발생된 자국으로 아크 발생 시의 열을 급격히 냉각되어 단단하고 취약한 구조로 균열의 원인이 됨. 오든 아크스트라이크는 제거되거나 적절히 보수되어야 함.Spatter – 용융금속이 보호가스 활동에 의해 비산하여 용접부 주위에 붙은 것으로 모두 제거되어야 함.Crater – 아크를 끊을 때 비드 끝부분이 오목하게 들어가는 것으로 이 부분이 균열이 일어나기 쉬우므로 아크를 끊을 때는 갑작스럽게 귾지 않도록 주의하여야 함.Grinding Mark – 용접 후 표면을 다듬는 그라인딩 작업 시 모재의 표면에 손상을 준 채 방치. Tack-Weld Defect .. 2018. 1. 10. 이전 1 2 3 다음